Detalhes da embalagem:Sacos tecidos e tiras plásticas dentro da embalagem, do caso de madeira e das tiras de aço fora da e
Tempo de entrega:5-10 dias de trabalho após a ordem confirmaram e recebem o depósito
Habilidade da fonte:5000tons pelo mês
Galeria
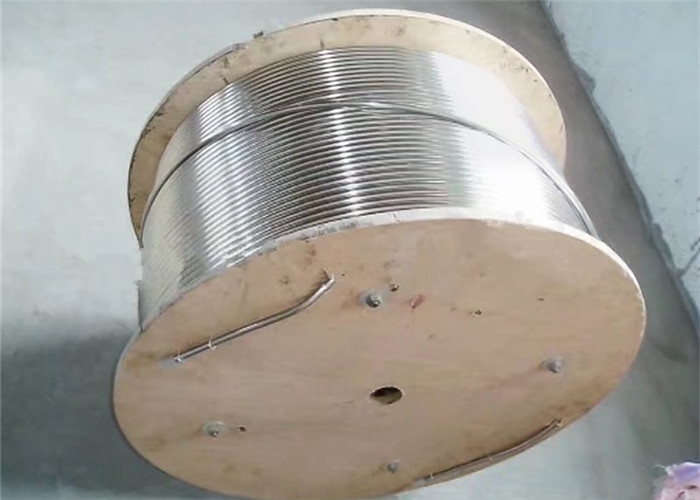
A tubulação de aço inoxidável 12m máximo de ASTM A312 EN10216 laminou a extrusão quente
Descrição de produto
Extrusão quente laminada do tubo 1,4418 da parede 446 tubulação de aço inoxidável grossa
Descrição:
Tubulação de aço inoxidável do tubo de ASTM A312 EN10216.
Processo de manufatura sem emenda de aço inoxidável da tubulação do tubo 1. laminagem a quente (tubulação de aço sem emenda da extrusão): cruz-rolamento redondo do três-rolo do → da perfuração do → do aquecimento do → do boleto, rolamento contínuo ou armazenamento de endireitamento refrigerando do → da marca do → do teste hidráulico do → do → do → da cola do → da remoção da tubulação do → da extrusão (ou a diminuição do diâmetro) (ou a detecção da falha)
Detalhes: A matéria prima para rolar a tubulação sem emenda é uma placa redonda do tubo, e a placa redonda do tubo é cortada em uma placa que tem um comprimento de aproximadamente 1 m por uma máquina de corte, e enviada a uma fornalha para aquecer-se através de uma correia transportadora. O boleto é alimentado em uma fornalha e aqueceu-se a uma temperatura de aproximadamente 1200 graus Célsio. O combustível é hidrogênio ou acetileno. O controle de temperatura da fornalha é uma questão básica. Depois que o boleto redondo é liberado, está sujeitado a uma máquina de perfuração do através-furo. A máquina de perfuração mais comum é uma máquina de perfuração cônica do rolo. Esta máquina de perfuração tem a eficiência alta da produção, boa qualidade de produto, grande diâmetro da perfuração e pode vestir uma variedade de tipos de aço. Após a perfuração, o boleto redondo sucessivamente é rolado, rolado ou expulsou por três rolos. Após a extrusão, o tubo deve fazer sob medida. A máquina de execução sob medida é girada em uma alta velocidade por um bocado de broca cônico em um núcleo de aço para formar uma tubulação de aço. O diâmetro interno da tubulação de aço é determinado pelo diâmetro exterior do bocado de broca de execução sob medida da máquina. Depois que a tubulação de aço foi feita sob medida, entra na torre refrigerando e está refrigerada pelo pulverizador de água. Depois que a tubulação de aço é refrigerada, está endireitada. Depois que a tubulação de aço é endireitada, está enviada a um detector da falha do metal (ou ao teste de pressão da água) por uma correia transportadora para a detecção interna da falha. Se há umas quebras dentro da tubulação de aço, as bolhas e outros problemas estarão detectados. Depois que a inspeção da qualidade da tubulação de aço, ele deve com cuidado ser selecionada à mão. Depois que a inspeção da qualidade da tubulação de aço, a pintura é pulverizada com o número, a especificação, o número de grupo da produção, etc. É içada no armazém por um guindaste.
2. Tubulação de aço sem emenda (rolada) estirada a frio: do → vazio do tratamento térmico do → do tubo do → do desenho frio da multi-passagem do → do → do → do → da cabeça do → da perfuração do → do → redondo do boleto do tubo (chapeamento de cobre) (laminação) →marking→into →Hydraulic de endireitamento de lubrificação de conservação em vinagre de recozimento de aquecimento do teste de pressão (inspeção) o armazém.
O método de rolamento (rolou) da tubulação de aço sem emenda estirada a frio é mais complicado do que a laminagem a quente (tubulação de aço sem emenda da extrusão). As primeiras três etapas de seu processo de produção são basicamente as mesmas. A diferença começa com a quarta etapa. Depois que o boleto redondo é tornado ôco para fora, exige-se para começar e recozer. Após o recozimento, é ácido lavado com um líquido ácido especial. Após a conservação em vinagre, aplique o óleo. Isto é seguido por um desenho de frio da multi-passagem (laminação) do tubo vazio, seguida por um tratamento térmico especial. Após o tratamento térmico, é endireitado.